
ПОДАЮЩИЙ МЕХАНИЗМ ДЛЯ ДУГОВОЙ СВАРКИ ПДГО-614
• Подающий механизм выпускается в следующих исполнениях:
- исп. 00 для комплектов Х10 без цифровой индикации тока и напряжения; без цифровой индикации тока и напряжения;
- исп. 03 для комплектов Х15 и Х10 с цифровой индикацией тока и напряжения;
• Подающий механизм имеет цифровую индикацию тока и напряжения для совместной работы с выпрямителями Х15:
ВД320КС серия 06 исполнение 13;
ВДУ511 серия 01 исполнения 15, 16;
ВДУ511 ДИСК серия 04 исполнение 10 ;
Пионер-5000 серия 05 исполнение 03;
Пионер-6000.
• На подающем механизме индицируются предварительные установки задания сварочного напряжения и скорости, значения сварочного тока и напряжения, а так же значения сварочного тока и напряжения и осуществляется вывод их запомненных в процессе сварки средних показаний.
• Индикация имеет режим учета падения напряжения в сварочных кабелях от выпрямителя к подающему механизму.
• Цифровая индикация подающего механизма работает в составе с перечисленными выше выпрямителями. В случае применения другого сварочного выпрямителя Х10, индикация выводит только предварительную установку задания скорости.
• При отсутствии на рабочем месте системы водоохлаждения с дистиллированной водой, к подающему механизму можно подключить блок водоохлаждения автономный БВА-02.
• Подающий механизм имеет перечень опций.
Подающий механизм имеет 3 режима работы: "Заправка проволоки", "Продувка газа" и "Сварка".
В режиме работы "Сварка" полуавтомат обеспечивает:
• возможность работы в режимах "Длинные (4Т)/короткие швы(2Т)";
• дистанционную регулировку выходного напряжения выпрямителя;
• дистанционное включение/выключение выходного напряжения выпрямителя;
• регулировку времени задержки отключения сварочного выпрямителя по окончании сварки ("Вылет проволоки");
• регулировку времени изменения скорости подачи сварочной проволоки от минимального до установленного значения ("Мягкий старт");
• регулировку времени продувки газа до и после сварки.
| Наименование параметра | Значение |
| Напряжение питания, В | 42 |
| Частота, Гц | 50 |
| Номинальный сварочный ток, А | 630 |
| Номинальный режим работы (ПВ), % | 100 |
| Пределы регулирования сварочного тока, А* | 50-630 |
| Диаметр стальной сплошной проволоки, мм | 1,2-2,0 |
| Диаметр порошковой проволоки, мм | 1,2-3,2 |
| Пределы регулирования скорости подачи электродной проволоки, м/ч* | 0-1200 |
| Пределы регулирования времени предварительной продувки газа, с (только в режиме "Короткие швы")) |
0,2-1,2 |
| Пределы регулирования времени продувки газа после сварки (защита сварочной ванны), с (только в режиме "Длинные швы") |
0,2-2,0 |
| Пределы регулирования времени задержки отключения выпрямителя (вылет проволоки), с | 0,2-1,5 |
| Пределы регулирования времени нарастания скорости подачи электродной проволоки от минимального до установленного значения (мягкий старт), с | 0,2-2,0 |
| Габаритные размеры (с колесами Ø60 мм, установленными на изделии): – длина: – без кассеты со сварочной проволокой, мм, не более – с кассетой, мм, не более – ширина, мм, не более – высота, мм, не более |
695; 785 325; 550 |
| Масса, кг, не более: – без колес – с колесами |
22,5 24,0 |
* Пределы регулирования сварочного тока (напряжения) определяются сварочным выпрямителем, совместно с которым работает подающий механизм. В таблице в качестве сварочного выпрямителя приведены данные выпрямителя Пионер-6000.
Изготовитель оставляет за собой право на модификацию и/или изменение технических условий без предварительного уведомления.
|
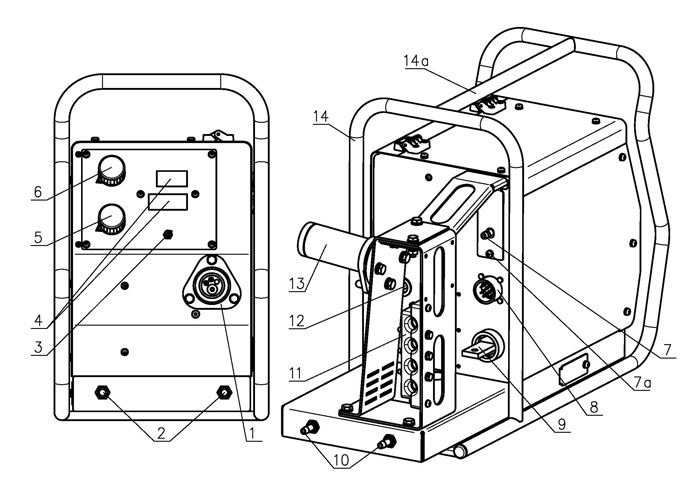
1. Евроразъем – для подключения сварочных горелок.
|
 - слив горячей жидкости с горелки;
- слив горячей жидкости с горелки; - подача холодной жидкости к горелке.
- подача холодной жидкости к горелке.